EMCA
来源:
济南钢铁股份有限公司烧结厂主抽风机高压变频项目

济南钢铁股份有限公司烧结厂主抽风机高压变频项目
如需了解更多节能方案和节能改造服务,请咨询低碳网专业专家团队。
一、案例名称
济南钢铁股份有限公司烧结厂主抽风机高压变频项目
二、案例业主
山东钢铁济钢集团有限公司1958年建厂,是特大型钢铁联合企业,拥有从原料、烧结、球团、炼铁、炼钢到轧钢完整的生产工艺系统,产品以中板、中厚板、热轧薄板、冷轧薄板为主,钢、钢材年产量超过1000万吨。济南钢铁集团新区炼铁厂位于济南市历城区郭店镇,目前拥有320㎡、400㎡两条烧结生产线。
三、案例内容
1.原系统(设备)主要参数及用能情况
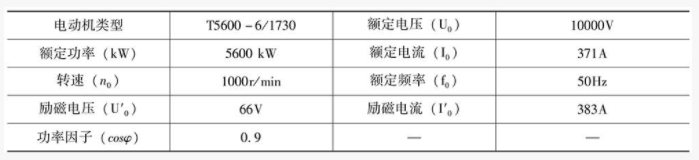
表1 配套电机技术参数
传统形式的烧结主抽风系统主抽风机电机始终工作在工频电网下,对烧结生产中的风量、负压的调节仅通过改变风机挡板开度来实现。此种方式已沿用多年,逐渐暴露出了其内在的不足:
(1)对风机挡板控制相对粗略,无法较准确地调整风机的风量等系统参数。
(2)风机始终工作在工频状态,无节能效果,提高了烧结矿成本。
2.节能改造内容
系统为一拖一自动工/变频切换方案,1号、2号主抽风机分别采用一套变频调速装置驱动。其中QF表示高压开关、TF表示高压变频器、M表示电动机,QF10、QF15、QF16、M1、QF20、QF25、QF26、M2为现场原有设备、QF14和QF24为激磁涌流抑制柜旁路高压开关。QF12和QF13之间、QF22和QF23之间均存在电气和逻辑双重互锁关系,防止变频器输出侧与10kV电源侧短路等严重事故。一次系统图如图1。
协调控制柜完成工变频的整体控制,包括现有工频回路的控制、变频回路的控制,变频到工频、工频到变频的异步投切。
主抽风机变频协调控制系统结构如图2所示。通过2台上位操作员站(协调系统操作站)实现系统的远程监控功能。
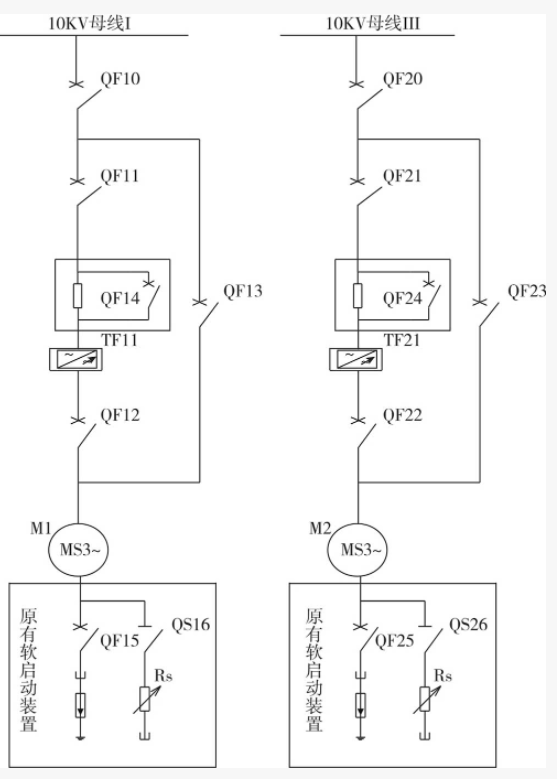
图1 一次系统图
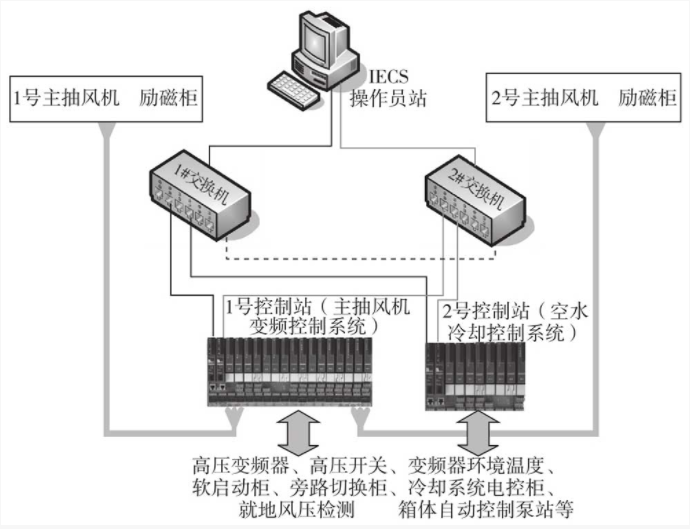
图2 主抽风机变频协调控制系统结构
正常运行情况下,变频系统协调控制柜(简称:系统柜)接受操作员站发出的主抽风机启动指令,并根据运行方式选择自动顺控启动QF12(QF22)、QF11(QF21)、QF10(QF20),变频器自动控制QF14(QF24)合闸,系统自动操作合软启动柜旁路开关QF15(QF25)、投入励磁柜建立励磁,启动变频器运行。亦可通过手动操作高压开关依次合闸启动主抽风机变频运行。主抽风机变频改造后,保留主抽风机的入口挡板开度调节功能,运行人员根据烧结生产线的风量需求调节变频器转速控制风量,风机入口挡板开度控制在95%以上。工频运行时,恢复入口挡板开度调节。
3.系统(设备)改造后用能情况

表2 工频状态下耗电量

表3 变频状态下耗电量
4.项目开工时间、竣工时间以及运行情况
项目2010年6月17日开始施工,2010年7月10日设备投入运行,历时23天。项目施工期间用户对节能服务公司在技术水平及项目施工管理方面给予高度评价。
四、项目年节能量及节能效益
实际效果:
考虑工频运行和变频运行状态下测试时烧结矿产量略有差异,为了保证测算过程的严谨科学,节电率以吨矿耗电的差异计算。
工频状态下吨矿耗电量=233000/10386=22.43千瓦时;
变频状态下吨矿耗电量=178471/10265=17.39千瓦时;
结论:
实际节电率=(22.43-17.39)/22.43=22.5%。
以每年产量340万吨,吨矿节电5.04千瓦时计算,每年节电累计1713.6万千瓦时。折算成吨标准煤(电力折标系数请按3.40×10-4tce/kW·h来计算节能量),每年累计节约标煤1713.6×10000×3.40×10-4=5826.24吨标准煤。
五、商业模式
该项目采用合同能源管理节能效益分享型模式,合同期限共24个月。
六、融资渠道
该项目投资总额为2000万元,由节能服务公司投资。
特别声明:本网站转载的所有内容,均已署名来源与作者,版权归原作者所有,若有侵权,请联系我们删除。凡来源注明低碳网的内容为低碳网原创,转载需注明来源。

-
 1
1 -
 2
2 -
 3
3 -
 4
4 -
5
-
6
-
7
-
8
-
9