EMCA
来源:
启丰实业(惠州)有限公司注塑机电液伺服改造项目
启丰实业(惠州)有限公司注塑机电液伺服改造项目
如需了解更多节能方案和节能改造服务,请咨询低碳网专业专家团队。
一、案例名称
启丰实业(惠州)有限公司注塑机电液伺服改造项目
二、案例业主
启丰实业(惠州)有限公司是大型港资玩具企业,主要生产塑胶电子玩具,产品全部销往欧、美、日本等地区,其主要用能设备包括破碎机、吹塑机、挤出机、丝印、喷墨、注塑机等,其中注塑机能耗最大,用能情况随经济情况变化很大,一般年度用电量在1000万千瓦时左右。
三、案例内容
1.技术原理及适用领域
原有定量泵注塑机液压系统采用异步电动机加定量泵系统,电动机带动油泵从油箱吸油并加压输出,经各种控制阀控制油的压力、流量和方向,以保证工作机构以一定的力(或扭矩)和一定的速度按所要求的方向运动。从而实现注塑的各过程。传统定量泵注塑机通常在需要改变负载流量和压力时,定量油泵速度不可调,用阀门调节,多余的油经溢流阀排入油箱,大量能量以压力差的形式损耗在阀门上。
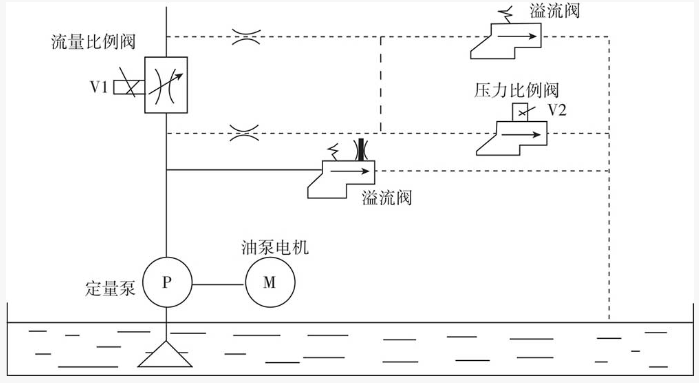
图1 注塑机工艺流程
根据注塑机的工艺过程,画出系统油压P与时间t的关系图如图2。
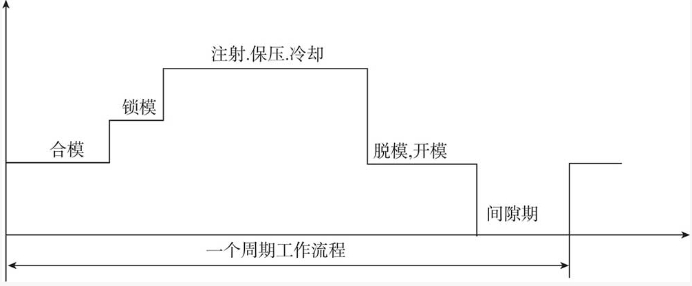
图2系统油压与时间关系
由图2可见,合模和脱模、开模系统所需油压较低,且时间较短;而注射、保压、冷却系统所需油压较高,且时间较长,一般为一个工作周期的40%~60%;间歇期更短,这也与加工工件的情况有关,有时可以不要间歇期。以上图示只是一种简单的近似表示,实际上,如果注射的螺杆用油马达驱动,注射时的系统油压会高一些。注塑机加工工件的重量,从数十克到数万克不等。因此,注塑机就有中、小型和大型之分,加工工件一个周期的时间也是不相同的;就是对同一台注塑机,加工工件的原料不同,各段工艺流程中所需的压力和时间也是变化的。
从图2可见,一个周期工作流程中,负载的变化导致系统压力变化比较大,但油仍在50Hz运行,其供油量是恒定不变的,多余的液压油经溢流阀流回油箱,做无用功,白白地浪费了电能。
由于定量泵不能根据液压系统负荷变化自动调节输出负荷,多余的能量只能在挡板、油路泄漏、油的温升中消耗掉,这样的过程加剧了各种阀门的磨损,造成油温升高,电机噪音过大以及机械寿命缩短等现象。
在定量泵系统中,总体来看存在如下问题:
(1)系统能耗过高,油泵本身浪费了大量能源,同时被浪费的能源变成热量,使油温升高又需要冷却系统来带走这部分热量。
(2)维修保养工作量较大。因为不断的溢流和截流等,使得各种阀门磨损严重,需要定期保养更换。
(3)定量泵系统控制因为存在开环控制环节,因此精度在某些特定场合不能达到要求。
基于如上原因,推荐使用电液伺服系统来代替原有的定量泵系统。
注塑机电液伺服系统改造的节能原理:
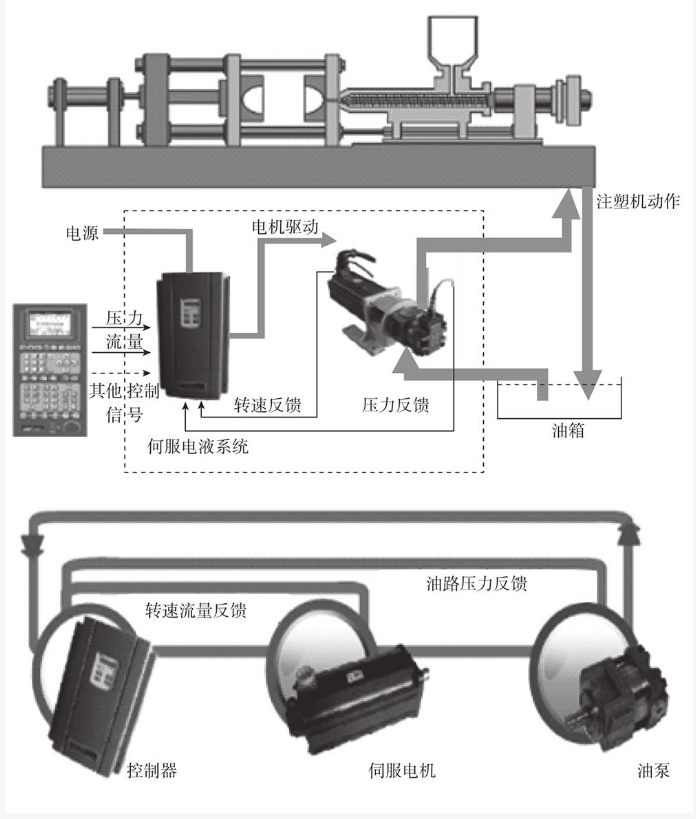
使用电液伺服系统后,伺服马达取代原异步电机,并且用齿轮泵替换原双联叶片泵,加上伺服驱动器控制整个液压动力系统,组成新的动力源。伺服驱动器与伺服马达一起,对注塑机的压力信号形成一个死循环控制,同时由于伺服马达具有快速启停的特点,可以在15毫秒之内启动或停止,因此在保压、冷却等阶段,伺服马达几乎没有电耗。由于伺服节能系统所输出的压力、流量可以死循环控制,所以它的压力重复精度好,而且在低压力下也可以可靠的工作。伺服节能系统所输出的流量是靠数字信号来控制的,有很好的线性和低速可控性,其流量的重复精度也较高。图3是同服控制系统结构示意图。
伺服控制系统主要优点总结如下:
(1)节能率高:彻底消除高压节流,比定量泵节能30%~60%,比变数泵节能10%~30%。
(2)响应速度快:0~100%升、降速时间<0.1秒,0~100%压力变化最快可达30ms,提高生产效率。
(3)控制精确:由于伺服电机本身的转速回馈和油泵出口的压力传感器与驱动器形成了两个死循环回路,因此控制的精确度大大提高。
(4)高超载能力强:伺服的力矩超载倍数>200%。
(5)状态转换灵活:速度、力矩控制灵活切换,平滑。
(6)降低液压油温:减少冷却水的用量30%以上,某种场合甚至完全不需水冷。
(7)延长设备使用寿命:减轻开、锁模冲击,延长液压油泵,机械和模具使用寿命。
(8)改善工作环境:降低运行噪音。
基于以上原理,对系统采用电液伺服系统来代替原有的定量泵系统有很好的经济效益。
该项技术主要适用于注塑机、压铸机等液压设备。
2.节能改造具体内容
该项目对42台注塑机进行改造,采用伺服驱动器、伺服电机、齿轮泵代替其原有的三相异步电机、叶片泵和伺服阀门,减少了溢流损耗。改造包括伺服电机、油泵拆卸与安装,油路改造和系统调试,经改造后,机台运行良好,节能率高达40%以上。
3.项目实施情况
项目于2011年7月签订合同,8月开始进场改造,2011年10月完成,改造历时2个月,运行已经超过1年,目前运行情况良好。
四、项目年节能量及节能效益
1.节能量
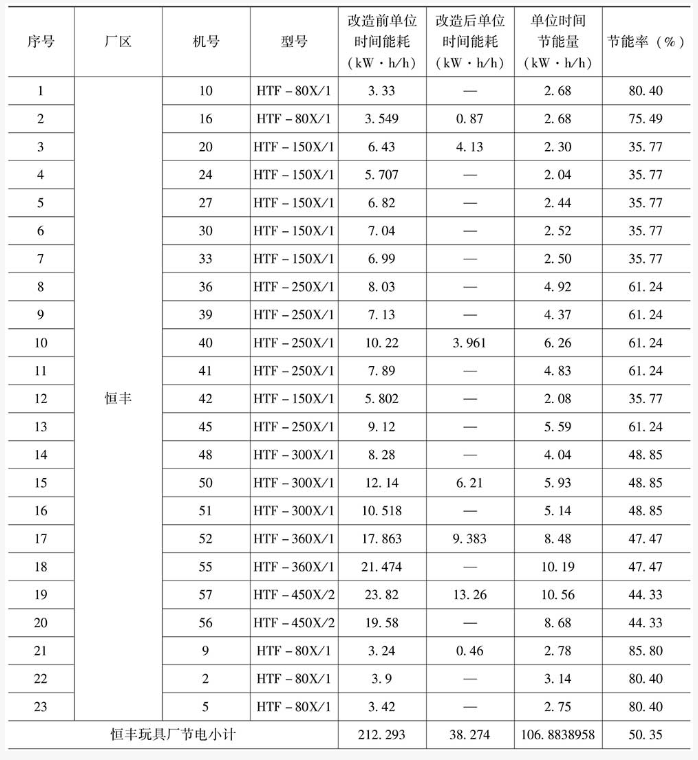
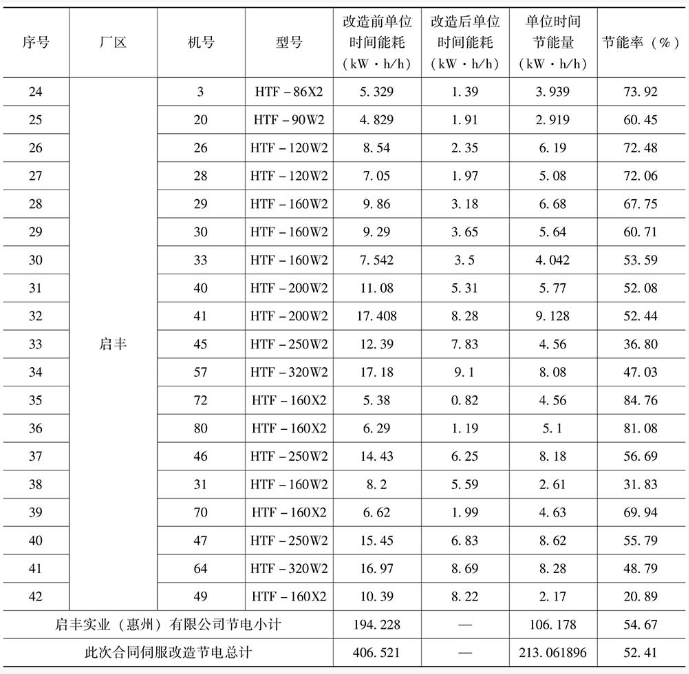
新旧系统改造前后用能对比见下表。
新旧系统改造前后用能对比
续表
节能量计算方法:
效益分享期内注塑机伺服节能改造的结算电价以0.8元/kW·h为基准。
根据双方协商对每一种品牌、每个吨位的注塑机选择三台作为测试样机,每一台测试样机,选择款不同生产产品作为测试样品(如果相应吨位注塑机不足三台,以双方协商为准),记录每款产品的生产周期时间、生产工艺参数以作改造前后的测试依据。
依据双方共同选定的注塑机和产品,测定每小时平均用电量,取此数据为改造前能耗基准值并以业主和节能服务公司双方共同测定签字为准。
依据双方共同选定的注塑机和产品,并以改造前相同的周期时间、相同的工艺参数设置,测定每小时平均用电量,取此数据为改造后能耗基准值,并以业主和节能服务公司双方共同测定签字为准。
根据以上选择的测试样机及测试样品,分别测试改造前后能耗数据,计算出改造后的节能效果。
节能量=改造前单位时间能耗-改造后单位时间能耗;
基准节能量=(节能量1+节能量2+节能量3):3:
以上为节能量测试方法。
项目年节能量:
项日每年节约电能:213x7000=1491000kWh;
折合标煤506.9吨(电力折标系数采用340gce/kW·h)。
2.节能效益
节能效益为:1491000kWhx0.8元/kW-h=119.2万元。
五、商业模式
项目采用节能效益分享型合同能源管理模式,合同期为36个月。
节能效益分享时间为3年,分享比例为7:3;ESCO分享70%,业主分享30%,款项按实际发生值按月支付。合同期间项目所有权归节能服务公司所有,项目结束后整个项目所有权转归业主所有。
六、融资渠道
项目投资额120万元,采用节能服务公司自有资金。
七、优惠政策
该项目已在深圳科工贸信委备案,其中深圳工厂部分已申请深圳市合同能源管理项目投资补贴并已通过公示。
特别声明:本网站转载的所有内容,均已署名来源与作者,版权归原作者所有,若有侵权,请联系我们删除。凡来源注明低碳网的内容为低碳网原创,转载需注明来源。

-
 1
1 -
 2
2 -
 3
3 -
 4
4 -
5
-
6
-
7
-
8
-
9